模具内的气体不仅包括型腔里空气,还包括流道里的空气和塑料熔体产生的分解气体。在注塑时,这些气体都应顺利排出,否则会导致各种注塑缺陷。本文将详细介绍排气系统设计的关键要点。
注塑模具排气槽设计不当,排气不足会导致多种产品质量问题,主要包括:
注意:排气不良是导致注塑件表面缺陷的常见原因之一,在模具设计初期就必须充分考虑排气系统。
我们常用的排气方法有以下几种,其中最常用的是开设排气槽:
排气槽一般开设在前模分型面熔体流动的末端,如下图所示:
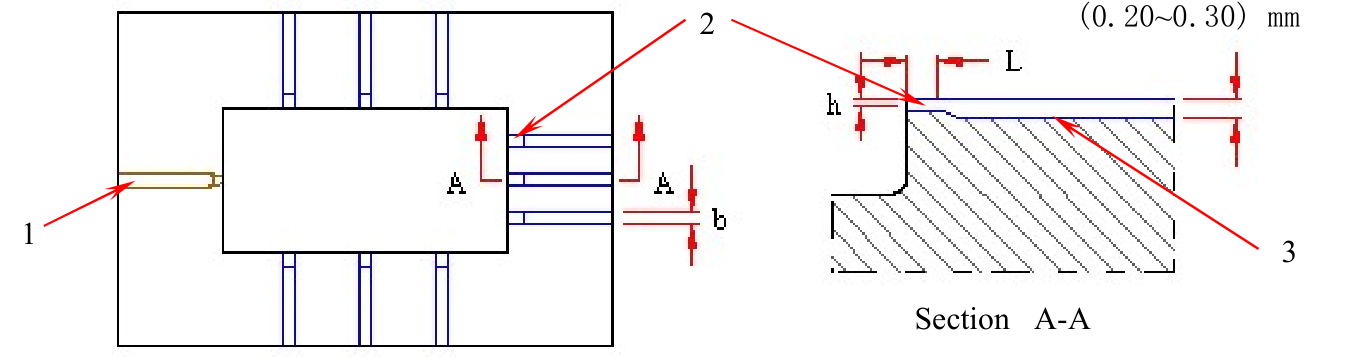
排气槽的尺寸设计标准如下:
排气槽的深度 h 因树脂不同而异,主要考虑因素包括:
设计原则:排气槽深度和面积需根据具体树脂材料特性进行针对性设计,下表提供了常见树脂的排气槽深度参考值。
下表列出了常见树脂材料对应的排气槽深度建议值,供模具设计时参考:
| 树脂名称 | 排气槽深度(mm) | 树脂名称 | 排气槽深度(mm) |
|---|---|---|---|
| PE | 0.02 | PA(含玻纤) | 0.03~0.04 |
| PP | 0.02 | PA | 0.02 |
| PS | 0.02 | PC(含玻纤) | 0.05~0.07 |
| ABS | 0.03 | PC | 0.04 |
| SAN | 0.03 | PBT(含玻纤) | 0.03~0.04 |
| ASA | 0.03 | PBT | 0.02 |
| POM | 0.02 | PMMA | 0.04 |
电话联络