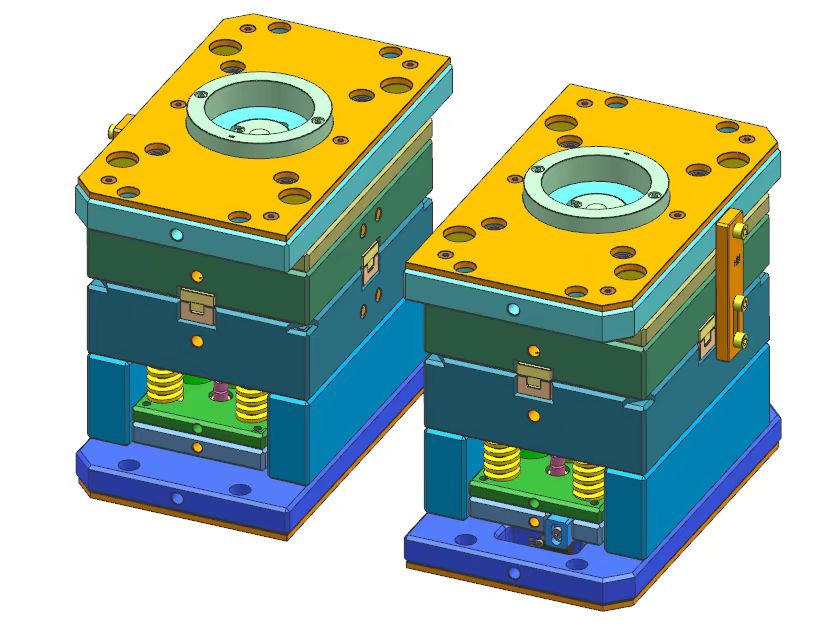
注塑模具的内滑块机构主要用于成型胶件内壁侧凹或凸起,开模时滑块向胶件“中心”方向运动。其典型结构如下:
内滑块成型胶件内壁侧凹。
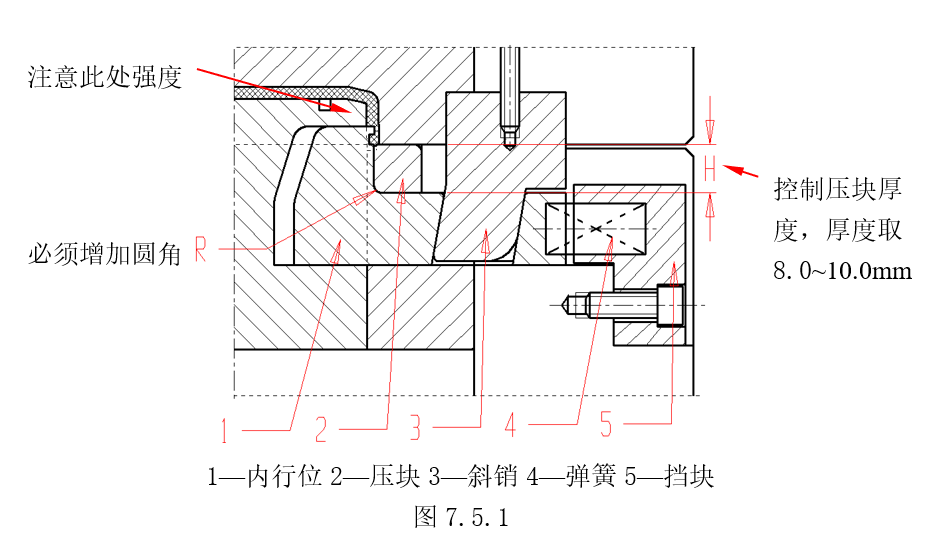
内滑块1在斜销3的作用下移动,完成对胶件内壁侧凹的分型,斜销3与内滑块1脱离后,内滑块1在弹簧4的作用下使之定位。因须在内滑块1上加工斜孔,内滑块宽度要求较大。
滑块1上直接加工斜尾,开模时内滑块1在镶块5的A斜面驱动下移动,完成内壁侧凹分型。此形式结构紧凑,内滑块宽度不受限制,占用空间小。
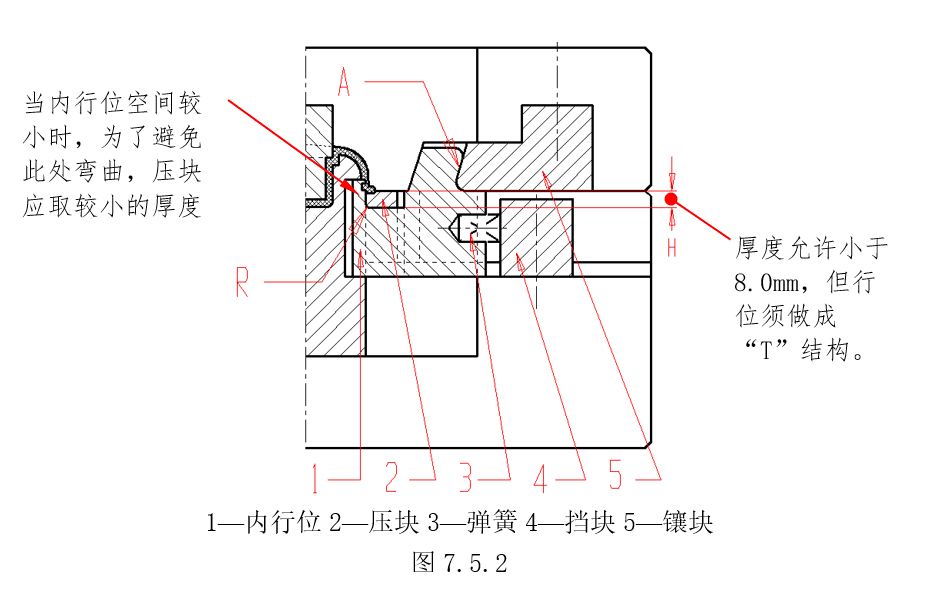
当内行位空间较小时,为了避免此处弯曲,压块应取较小的厚度
厚度允许小于8.0mm,但行位须做成“T”结构。
内滑块成型凸起。在这种形式的结构中,为了避免胶件顶出时,后模刮坏成型的凸起部分,一般要求图示尺寸D>0.5mm。注意a1应大于a。
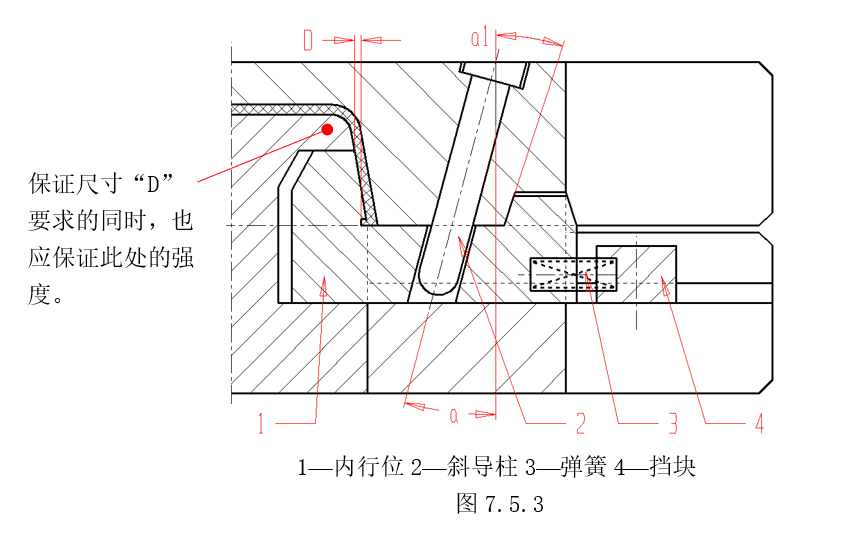
保证尺寸“D”要求的同时,也应保证此处的强度。
电话联络