
一、跳出“采购清单”误区:注塑模具BOM的行业特殊性
注塑模具作为定制化程度极高的生产工具,其结构复杂、物料类型多样,涵盖了从模架、型腔型芯等核心结构件,到导柱导套、顶针等标准件,再到热流道系统、温控元件等功能性组件,甚至包括螺栓、弹簧等微小辅件。这种特殊性决定了模具设计BOM与普通产品BOM存在本质差异,绝非简单的“物料名称+数量”清单:
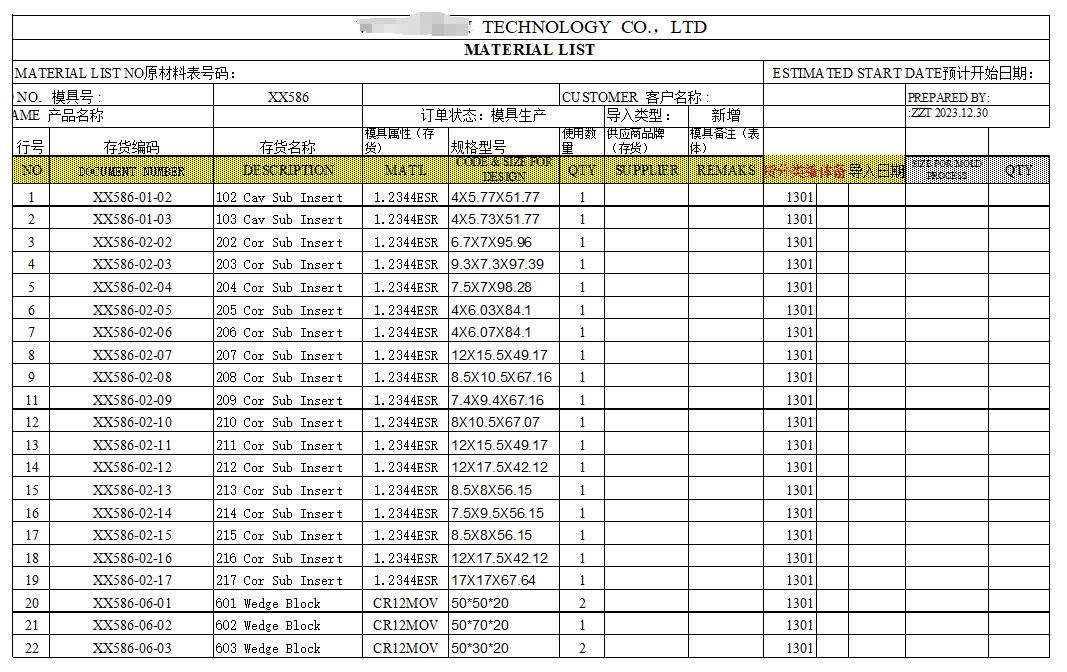
从物料属性维度来看,注塑模具BOM需精准标注每类物料的“技术参数矩阵”——例如模架钢材需明确材质(如S136、718H)、硬度(HRC30-35)、规格尺寸(长×宽×高公差±0.05mm)、热处理要求(如真空淬火);标准件需标注品牌(如HASCO、DME)、型号(如导柱ZZ9063/300)、精度等级(如ISO4987h6);热流道组件需明确喷嘴类型(开放式/针阀式)、加热功率(200W/组)、温控范围(0-400℃)。这些参数直接关联模具的成型精度、使用寿命和生产稳定性,是采购清单无法承载的技术核心。
从流程关联维度来看,模具设计BOM是连接设计、采购、加工、装配、试模等环节的“数据纽带”。设计阶段,BOM需同步关联3D模型和2D图纸,明确物料的装配关系和加工工艺要求;采购阶段,BOM中的物料交期、质量标准需与供应商管理系统对接,确保物料按时到货且符合技术规范;加工阶段,BOM中的物料加工工序(如CNC铣削、EDM放电、抛光)需与生产执行系统(MES)联动,指导车间按序生产;试模阶段,BOM中的物料使用情况需与试模报告关联,追溯试模失败的物料因素(如型腔钢材耐磨性不足导致产品飞边)。这种全流程的数据贯通能力,是单纯的采购清单无法实现的。
二、成本管控的“源头抓手”:BOM如何决定模具成本竞争力
注塑模具的成本构成复杂,主要包括物料成本(约占40%-60%)、加工成本(约占20%-30%)、装配成本(约占5%-10%)和试模成本(约占5%-15%),而模具设计BOM正是控制这些成本的“源头”。一份精准的BOM,能够从设计阶段就锁定成本风险,避免后续生产环节的成本失控。
在物料成本优化方面,BOM的“精准度”直接决定物料采购成本。例如,某汽车零部件模具的型腔设计中,若BOM误将S136钢材(耐腐蚀、高抛光性,单价约80元/kg)标注为普通P20钢材(单价约40元/kg),虽采购成本降低50%,但试模时会因P20钢材抛光性能不足导致产品表面出现划痕,需重新更换S136钢材并返工加工,额外增加成本超万元,且延误项目交付。反之,若BOM能根据产品需求精准选择物料——如对表面要求不高的日用品模具选用P20钢材,对耐腐蚀要求高的食品级模具选用S136钢材,可在满足性能需求的前提下,实现物料成本的最优配置。此外,BOM还可通过“物料标准化”降低成本,例如统一模具中的标准件品牌和型号(如将不同模具中的导柱统一为HASCOZZ9063系列),通过批量采购获得供应商折扣,进一步降低采购成本。
在加工成本控制方面,BOM的“工艺关联性”是关键。模具设计BOM需明确每类物料的加工工艺和工序要求,避免因工艺标注模糊导致的加工浪费。例如,某模具的顶针板物料,若BOM仅标注“厚度20mm”,未明确“平面度公差0.02mm”和“表面粗糙度Ra0.8μm”,加工车间可能按普通精度加工(平面度公差0.1mm),装配时因顶针板平面度不达标导致顶针卡死,需重新研磨顶针板,增加加工时间和研磨成本。而精准的BOM工艺标注,可指导车间一次性加工合格,减少返工成本。同时,BOM还可通过“模块化设计”优化加工流程——例如将模具的型腔、型芯设计为标准化模块,在BOM中明确模块的通用规格,后续同类模具可直接调用模块,减少重复设计和加工时间,降低单位加工成本。
在试模成本降低方面,BOM的“完整性”至关重要。试模是注塑模具开发的关键环节,若BOM遗漏关键物料(如热流道密封圈、定位销),会导致试模中断,需紧急采购物料并重新安排试模,额外增加试模费用(单次试模费用通常在数千元至数万元)和时间成本。此外,BOM中物料的“质量标准标注”可避免试模失败的质量风险——例如某模具的浇口套物料,若BOM未标注“硬度HRC50-55”,采购的浇口套硬度不足,试模时会因浇口磨损导致进料不均,产品出现缺料缺陷,需更换浇口套并重新试模。一份完整、精准的BOM,能确保试模所需物料全部到位且符合质量要求,从源头减少试模次数,降低试模成本。
三、生产控制的“指挥中枢”:BOM如何保障模具交付与质量
注塑模具的生产周期通常较短(从设计到交付一般为30-90天),且工序繁多、协同性强,任何一个环节的延误或质量问题,都会影响整体交付。而模具设计BOM作为生产控制的“指挥中枢”,通过数据协同实现对生产全流程的精准管控。
在生产进度管控方面,BOM与生产计划系统(APS)的联动,可实现对物料采购、加工、装配等环节的时间节点管控。例如,某家电模具项目的BOM中,明确模架的采购周期为10天、型腔加工周期为15天、装配周期为5天,APS系统可根据BOM中的时间节点,自动生成采购计划(提前10天下单模架)、加工计划(模架到货后立即启动型腔加工)和装配计划(型腔加工完成后5天内完成装配),并实时追踪各环节进度。若某环节出现延误(如模架采购延迟2天),系统可通过BOM中的物料依赖关系(如型腔加工需等待模架到货),自动调整后续工序的时间节点,并预警可能的交付风险,帮助管理者及时采取应对措施(如更换供应商加急采购)。
在质量追溯方面,BOM的“唯一标识”功能可实现对每类物料的全生命周期追溯。例如,某医疗模具的BOM中,为每根顶针分配唯一的物料编码,并关联供应商信息(如供应商A,批次20240501)、检验报告(硬度HRC52,符合医疗级标准)、加工记录(CNC加工时间20240510,操作员张三)和装配记录(装配时间20240520,质检员李四)。若后续模具使用过程中出现顶针断裂问题,可通过BOM中的物料编码,快速追溯到顶针的供应商批次、加工工艺和检验情况,定位问题根源(如供应商A的该批次顶针存在材质缺陷),并及时更换合格顶针,避免批量质量事故。此外,BOM还可与质量检测系统(QMS)对接,将物料的检验标准(如尺寸公差、硬度要求)录入系统,检验人员可根据BOM中的标准进行检测,并将检测结果反馈至BOM中,形成质量闭环管控。
四、行业趋势下的BOM升级:数字化与智能化赋能
随着注塑模具行业向数字化、智能化转型,模具设计BOM也在从“静态清单”向“动态数据平台”升级,进一步强化其在成本与控制中的核心作用。
在数字化协同方面,基于PLM(产品生命周期管理)系统的BOM,实现了设计、采购、生产、售后等部门的实时数据共享。例如,设计工程师在PLM系统中更新BOM的物料参数(如将型腔钢材从S136改为STAVAX),采购部门可实时获取更新后的信息,避免因信息滞后导致的错采;生产车间通过PLM系统直接调取BOM关联的3D模型和加工图纸,减少图纸传递的时间成本和误差;售后部门在模具维护时,可通过PLM系统中的BOM,快速查询所需更换的物料型号和供应商信息,提高维护效率。这种数字化协同能力,打破了部门间的信息壁垒,进一步提升了BOM的成本管控和生产控制效率。
在智能化优化方面,结合AI技术的BOM可实现成本预测和工艺优化。例如,AI算法可基于历史BOM数据(如同类模具的物料成本、加工成本)和当前模具的设计参数(如产品尺寸、复杂度),通过BOM预测模具的总成本,并识别成本优化点(如“该模具的热流道系统成本占比过高,可替换为性价比更高的国产品牌”);同时,AI还可根据BOM中的物料属性和加工要求,自动推荐最优加工工艺(如“型腔钢材为S136,推荐采用EDM放电加工+钻石抛光工艺,可提升加工效率20%”)。这种智能化的BOM,不仅提升了成本管控的精准度,还为生产工艺优化提供了数据支撑。
结语
对于注塑模具行业而言,模具设计BOM绝非简单的采购清单,而是贯穿模具全生命周期的成本与控制核心。它通过精准的技术参数标注,确保物料符合模具性能需求;通过全流程的数据协同,实现成本的源头管控和生产的精准调度;通过数字化、智能化升级,赋能模具企业在激烈的市场竞争中提升成本竞争力和交付可靠性。未来,随着行业的不断发展,模具设计BOM的核心作用将进一步凸显,成为模具企业实现高质量发展的关键支撑。
版权 © 2024-2099 昆山市周市镇中正通模具设计中心 .保留所有权利. ICP备案:苏ICP备2022004992号-1 公安备案:![]() 苏公网安备32058302001726
苏公网安备32058302001726
![]()
电话联络